Over the last few years, we at OmniTurn have been asking our loyal users what changes they would like to see in our GT-75 and attachments. First we found that if you ask, boy, do you get feed back! After putting together all of the suggestions we found, what was most commonly requested was a small, fast, inexpensive, simple/advanced, cross between the GT-75 and attachment. Also interestingly, many users asked that the new machine be portable. This was quite a collection of needs to try and get into a single machine. What came out of all this is the new
GT-Jr.

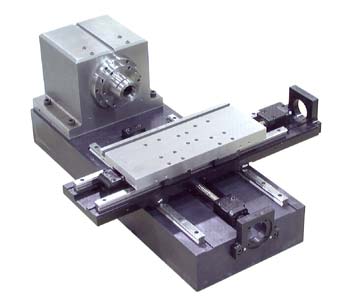
Very small foot print, takes up little shop space.
Same great slide and control.
It is called the Jr. because of its small foot print, not its machining capacity. The slide and control are the same systems that are used in the GT-75! The Jr. has all of the same features and characteristics. What we did take away was much of the space the GT-75 and attachments require. The Jr. takes up less floor space than attachments because of the 75-degree angle. The slide is not smaller. It has a 12" x 9" standard travel. The Jr. takes up less space than the GT-75 by the removal of the full enclosure. In many secondary operations the full enclosure is not needed. In fact, it may be in the way of many applications. So we removed the enclosure and we were able to reduce the overall footprint of the machine. Front to back, the machine is only 24" deep.

Great for secondary operations, easy access for loading:
One of the original markets the OmniTurn attachments and GT-75 has gone after has been secondary operations to production bar work. This "chucking" work requires speed, accuracy, and easy access for loading and unloading. With the earlier versions of our equipment, we covered all of the needs well, however, we knew we could do better. When operators have to spend the entire day loading parts, the easier it is, the more they will do. Comfort is not a luxury, it is very beneficial for increasing production. The 75-degree slant of the Jr. and the removal of the full enclosure have combined to make the Jr. one of the most comfortable lathes for production secondaries available today!!!

The Jr.'s spindle is very close to the operator. They do not have to stretch over the slide or into the machine to load the spindle. The spindle is only 10" from the front edge.
After only weeks in production, the GT-Jr. established a large following. A common example of its introduction into a shop that already owned a number of attachments is at Radiant Thermal Products. Al Maglio told us the following:
"We are a shop that does production turning of Tungsten. Most of the operations we perform on our OmniTurns are very precise secondaries. Over the last few years we have purchased 4 OmniTurns and they have changed the way we do business. Then the GT-Jr. came along. I purchased one and was initially criticized by the guys in the shop for messing with the OmniTurns they were used to. For the first few days I thought I had made a mistake because the setup people were not used to working on a machine at the 75-degree slant. After the first few setups, there were no more complaints from the tooling guys; they quickly got the hang of it. They realized that with the GT-Jr., it was easier to see the tooling and change it when the inserts start to break down. The operators, on the other hand, were thrilled from the first moment. They quickly fought over who would get to run the machine that was the most comfortable to run. From my point of view, I could not be happier. We purchased a machine that cost less than buying a used Hardinge and adding an OmniTurn to it, and have the advantages of the OmniTurns we already owned."
STRONG block construction, increase rigidity:
The GT-Jr. is built like the GT-75. Many people have the misconception that the OmniTurn lathes are a light duty unit assembled as a weldment. This could not be farther from the truth. The lathes are based on a single block. The headstock and linear ways are both mounted on the same billet. This single block construction lends tremendous strength and rigidity to the slide. Unlike other types constructed using castings, our base has the linear ways fully supported by a base that does not move. The stable composite used in the OmniTurn does not change its shape over time. This, with its excellent vibration deadening properties, makes it a wonderful choice of materials.
75-degree slant helps with chip and coolant flow:
The 75-degree slant helps with chip and coolant management. Most other gang tooled lathes have the tooling plate horizontal. There are two possible problems with this design. The first is if the bed is horizontal, the chips will collect under the cutting area. Collecting chips is never a good thing. Some builders of the horizontal lathes correct the chip collecting problem by cutting away the area under the spindle. This creates another problem in the loss of rigidity. OmniTurn has overcome both of these problems with the ridged based slant bed.

Built to be portable, move the OmniTurn to where the secondaries are needed.

Now, here is a novel idea: Secondary operations have always been done in the "secondary area". This has meant bringing the parts across the shop and having to handle them a number of times. Why not bring the secondary machine to where the work needs to be done? Until now, this has not been possible. Most machine tool builders and users assumed that a lathe should be planted in place and that once a lathe has been installed, it can never be moved. People thought that a machine must be bolted to the floor to take a heavy cut. The OmniTurn block construction has changed this. At OmniTurn, we experimented with a portable machine. The GT-Jr. is the result. The base frame has a cutout to enable a pallet jack or fork truck to easily pick up and move the lathe. The coolant and chip systems are enclosed in the base. They move with the lathes. To move the GT-Jr., all you have to do is unplug the electrical and air connections, then off you go.

Many options are available.
The GT-Jr. can be purchased as the simple base machine with a 5HP spindle drive, coolant system, and manual collet closer. If more complex operations are needed, options can be added: Pneumatic collet closer, C axis spindle drive, extended X axis travel, live tooling, automatic loaders, and more.
|
|
 |
|||||||||||||||||