
Automation and the OmniTurn
OmniTurn lathes and attachments have been designed for use with high volume automation projects. The control, tooling, and interface have been designed to take into account the issues with large runs.
How to Automate:
We offer a number of options for automation.
- OmniTurn does turnkey project with tooling the job and automatic loading.
- OmniTurn will help you do your own automation, we have a wealth of knowledge and can help with expertise, design assistance, and interfacing suggestions.
- We will also work with outside vendors who do automation. Have your vendor give us a call, we would be happy to offer as much advise and assistance as possible.
What automation makes sense for you?
Follow this link to a page covering some of the issues with automation.
Questions of volume, change overs, production rates, and the like are covered.
|
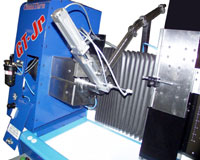
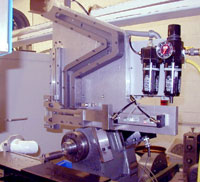
OmniZip Fast pneumatic rear end loader
|
 |
|
Simple front load "breach" type
|
 |
 |
|
 |
|
|
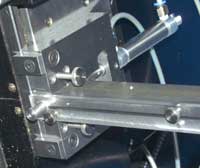
Simple track loader mounted on the slide, used to load .175 diameter x .600 straight pins
|
 |
|
Shuttle loader with infeed track
|
 |
 |
|
| Infeed track with shuttle and pusher mounted to the shuttle. The part is a small disk being held on the OD. | 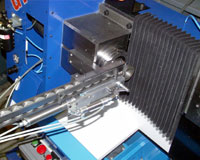 |
|
Simple track loader
It does not get much simpler than this. Pick the part out of a track and place it in the collet, done! |
 |
| This bowl fed rail loader has a pick / turn around / place mechanism . The system is performing a face cut on both sides of a small ring. |  |
TF-1 Fastener loader systemThis loader has been built specifically for the fastener industry. For parts that can be hung from their head, this loader is very easy to setup. |
 |
| Ball loader - a simple loader fed by a platic tube. The balls are pushed into a collet, then ejected into a tube leading to a catch bucket. | 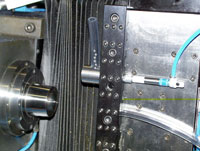 |
| Simple rail with pick and place from the slide. The pick up station has a sensor to confirm that the part has been correctly placed into the collet. There is also a sensor in front of the collet to confirm location before machining. The part is ejected into a PVC tube and directed to a bucket. The parts do not bang into oneanother since the tubing is bent and the parts do not fall a great distance.
|
 |
| Another head mounted rail loader. The parts come down a rail into an shuttle that acts as an escapement. The part is then pushed into the collet.
|
 |
| A simple but elegant track loader with a pickup load station and unload station. The load/unload time is about 5 seconds. While the part is being loaded, the lower station takes the part out of the collet and then deposits it onto a conveyor that takes the part out of the machine. |  |
| Rail pick and place:
The parts are fed to the machine by a simple incline track. The parts are then pushed onto a pin on the slide. The slide then places the part into the collet. Ejection is done into a plastic track leading to a catch bucket. |
 |
| Rotary Dial pick and place:
A removable drum indexes to present a new part. Then a gripper mounted on a X-Y slide pulls the part from the drum and places it in the collet. If the part can not get damaged or finish is a major concern, the same system can then pick up the part and place it back in the drum. More about the Rotary Dial System |
 |
| Shuttle pick and place
A Hardinge AHC with 16C spindle has been automated with a simple escapment and placement loader. |
 |
| Simple pick and place loader with infeed hopper and escapment. The parts are ejected into a simple plastic tube to a catch basket. |  |
| Very simple magazine loader mounted on an attachment table. The parts are stacked into the magazine. The last part is pushed by the pneumatic piston into the collet. The piston acts as the escapement. |  |
| Shuttle loader on DSMA. The part is a simple shaft 3/8" in diameter and 1" long. The parts roll side by side down the track to the vertical shuttle. The shuttle acts as both the carrier and the escapement. When the shuttle is down the part is pushed into the collet by a pin mounted on the attachment tooling plate. | 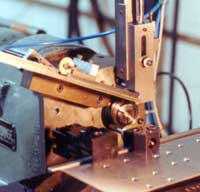 |
| Simple pusher loader mounted on GT-75 tooling plate. The operator can stack about 50 parts on an infeed track. The last part is pushed into the collet by a piston. The part is then ejected into a catch bin beneath the loader. |  |
| A nest is mounted on the slide to accept the part from the track. Behind the plate is a pneumatic piston that pushes the last part into the nest. The slide then puts the this part into the collet. |  |
| Infeed track loader mounted on a DSM headstock. Here a disk .75" in diameter is loaded. The part has a prehole on the ID that is used to pick up from a gripper on the OmniTurn slide. An escapement is used to seperate the last part. The pick up pin pushes aside a containing gate on the track. | 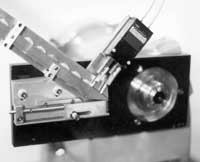 |
| Simple stack loader on HSL. The part is picked up on the ID by a gripper on the slide. The gripper is a split pin that is forced into the bore of the blank. The gripper is also used to push aside a gate that contains the parts in the track |  |
|
|
 |
|||||||||||||||||